Изделия из полосы или трубки
Пайка пустотелой цепи
Обычная технология, используемая для пайки звеньев цельной цепи может быть использована и для проволоки с сердечником, применяемой для пустотелых цепей, это касается порошка для пайки и, так называемой, жидкостью для пайки. На практике цепь обезжиривается, погружается в соответствующую смесь (например, растворителя с касторовым маслом), сушится и галтуется в порошке для пайки, который остается только в месте стыка каждого звена. Затем цепь обрабатывается в тальке для того, чтобы снять избыток порошка и, наконец, проходит через конвейерную печь в которой происходит пайка. Для пайки звеньев содержащих внутри припой достаточно, чтобы они прошли через конвейерную печь.
И в этом случае, когда используется проволока, которая содержит в сердечнике припой очень важно для резки звеньев использовать хорошо заточенную оснастку, гарантирующую, что сплав после расплавления может хорошо растечься.
Для некоторых цепей сегодня возможна автоматическая пайка на соответствующих станках для пайки цепей с твердым припоем. Сварка при помощи лазера находит применение в производстве пустотелых цепей, поэтому возможно в будущем будет обеспечен значительный прогресс качества соединений пустотелой цепи.
Травление сердечника
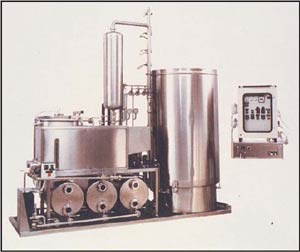 |
| Рис. 5 – Оборудование для травления медного сердечника и сердечника из томпака. |
Обычно травление железного сердечника производится при помощи соляной кислоты. Однако, для золота с низкой пробой наблюдается разъедание краев зерен кислотой (возможно вызванное коррозией) и в самом современном оборудовании используется серная кислота.
Как уже было сказано, для удовлетворения требований пробирной палаты необходимо полностью удалить сердечник. Поэтому, даже если операция доверяется опытному работнику, определение момента, когда травление сердечника полностью завершено – очень важная задача. В случае цепи с железным сердечником при помощи магнита можно легко проверить наличие его остатков. Наиболее точным испытанием является пробирный анализ – если результат ниже номинального значения, травление недостаточно. Если значение анализа значительно выше номинального значения, это означает, что травление было чрезмерным и была затронута часть золотого сплава. используемое оборудование позволяет провести финальную промывку, так чтобы избежать риска остатков кислоты в пустотелой цепи.
Финишные операции
Пустотелые цепи могут быть модифицированы тем же самым образом, что и цельные цепи и могут быть сколочены, даже, если, очевидно, необходимо повышенное внимание и сколотка может быть выполнена с еще не вытравленным сердечником. Возможна даже алмазная огранка пустотелой цепи, однако, вновь требуется повышенное внимание, так как возможно, стенка цепи будет очень тонкой.
Резка цепи, соединение с концевыми звеньями, соединительные звенья, звенья для маркировки и навеска замков выполняются тем же самым способом, что и у цельных цепей.
В качестве финальной финишной операции можно включить отбел для удаления следов окисла после операций пайки и последующую промывку с шампунем. В некоторых случаях для обеспечения однооттеночности всей цепи выполняется нанесение гальванического покрытия. Вся обработка такого вида должна завершаться конечной промывкой и сушкой для того, чтобы избежать наличия остатков кислоты или гальванического раствора в пустотелой цепи, так как это в последствии приведет к появлению пятен.
На некоторых этапах производства нелишним окажется контроль, кроме пробы, также и качества цепи. Особенную важность представляет прочность соединения звеньев, так как тонкое сечение приводит к тому, что некоторые звенья плохо спаиваются и образуют слабые места. Может использоваться простое испытание на растяжение, выполняемое с цепью сразу же после травления сердечника.